
HIGIENE EN LA PRODUCCIÓN Y EL PROCESAMIENTO DE LA LECHE

Presentación – Higiene
Descargas

Introducción y definiciones
Los antiguos griegos conocían hace 4.000 años el concepto de higiene. Asclepios, el dios de la medicina, llamó a su hija Higea, y ella era la diosa de la salud en la antigua Grecia. En griego, su nombre significaba “curar” o “traer la salud”. Los antiguos griegos la consideraban una protectora o personificación de la salud, y su nombre se ha conservado hasta hoy en la palabra “higiene”. La higiene significa una serie de medidas y procedimientos relacionados con la limpieza, el orden y la pulcritud que garantizan la salud, por lo que la higiene ha pasado a formar parte de la medicina preventiva. La salud puede definirse como el bienestar físico, espiritual y social. La higiene es una parte importante de nuestra vida cotidiana, desde la higiene personal, la higiene de la vivienda, la higiene ambiental y la higiene de la alimentación. En este contexto, la higiene en los animales domésticos en nuestra cría para la producción de leche y carne merece importancia y debe ser promovida. La higiene en la producción y el procesamiento de la leche tiene una importancia decisiva debido a las crecientes exigencias de calidad, durabilidad, seguridad sanitaria e inocuidad de los productos lácteos. Las exigencias del mercado en cuanto a estas propiedades de los productos lácteos son cada vez mayores, por lo que se introduce el concepto de “garantía de calidad”, que exige el dominio del proceso de producción y el control total del mismo desde el inicio hasta la caducidad del producto en el mercado. El clásico control del producto según las normas ISO en su propio laboratorio y en laboratorios acreditados sigue siendo una herramienta que apoya el concepto de garantía de calidad. La lucha por un producto lácteo saludable comienza en los pastos, en las tierras de labranza y en el establo. Esta es la parte principal de la producción, que también es una parte integral importante del sistema HACCP.
Definiciones:
Limpieza/lavado. Eliminar la suciedad, los restos de comida, la grasa y otras impurezas.
Contaminante. Cualquier agente biológico o químico, sustancia extraña o no añadida intencionadamente a los alimentos, que pueda poner en peligro la salud y la idoneidad de los alimentos para el consumo.
Contaminación. Introducción o aparición de contaminantes en el alimento o en el entorno en el que se encuentra el alimento.
Peligro. Agente biológico, químico o físico en el alimento, o una condición alimentaria que podría tener un efecto negativo en la salud.
Desinfección. Reducción del número de microorganismos en el ambiente con agentes químicos y/o métodos físicos al nivel que no comprometa la seguridad sanitaria y la aptitud de los alimentos para el consumo.
Alimento. Producto alimenticio (término que abarca toda la cadena alimentaria, desde las materias primas hasta la posible adición de ingredientes hasta el producto final consumible).
Manipulador de alimentos. Cualquier persona que manipule directamente alimentos envasados o sin envasar, equipos y accesorios utilizados en la producción de alimentos o que toque superficies que entran en contacto con los alimentos y, por tanto, de la que se espera que cumpla los requisitos de higiene alimentaria.
Higiene alimentaria. Todas las condiciones y medidas necesarias para garantizar la seguridad sanitaria y la idoneidad de los alimentos para el consumo.
HACCP. Sistema que identifica, evalúa y controla los peligros que son significativos para la corrección sanitaria de los alimentos.
Seguridad sanitaria de los alimentos. Garantía de que los alimentos no afectarán al consumidor negativamente, si se preparan y/o consumen de la manera prevista para dichos alimentos.
Instalaciones industriales. Cualquier complejo o espacio donde se manipulan alimentos y el entorno que está bajo el control de la misma gestión.
Producción primaria. La fase de la cadena alimentaria hasta (e incluyendo) la cosecha, el sacrificio, el ordeño, la captura (pescado), etc.
Riesgo. Indica la probabilidad de que el peligro potencial actual ocurra como una lesión o enfermedad en el proceso de trabajo. El peligro es un término cualitativo, y el riesgo es una expresión cuantitativa como posibilidad de que el peligro existente conduzca realmente a un daño para la salud.
Idoneidad de los alimentos. Garantía de que los alimentos son aceptables para el consumo humano en la forma prevista para dichos alimentos.
Riesgos que puede transmitir la leche contaminada
Riesgo es todo aquello que puede perjudicar al consumidor de productos lácteos. Los riesgos pueden ser de naturaleza física, sustancias químicas, sustancias radiactivas y microorganismos extraños como riesgo microbiológico.
Riesgos físicos
Los riesgos físicos que pueden llegar a la leche son las piezas metálicas, la arena, la tierra, los residuos animales, las piedras, la madera, el plástico, el pelo, los artículos de goma, el vidrio y las joyas personales. Estos contaminantes también pueden ser fuentes de riesgos microbiológicos. Las causas de este tipo de contaminación son la falta de formación de las personas, el mal mantenimiento de los equipos y la gestión del proceso.
Riesgos químicos
Los riesgos químicos en la leche son los medicamentos veterinarios, los pesticidas, los insecticidas, las micotoxinas y los agentes de limpieza y desinfección. La presencia de antibióticos en la leche suele ser consecuencia del tratamiento de la mastitis, una enfermedad muy peligrosa y costosa para las vacas lecheras. Los antibióticos afectan negativamente a la salud humana, pero por su acción impiden literalmente la producción de productos lácteos fermentados a partir de leche contaminada. Los antihelmínticos se utilizan para eliminar los parásitos internos. En el cuerpo de los animales se descomponen y se forman metabolitos tóxicos, por lo que es muy importante respetar el periodo de retirada de los antibióticos y de los fármacos contra los parásitos internos. Los plaguicidas son sustancias tóxicas destinadas a combatir las plagas en la agricultura. Pueden entrar en el organismo de las vacas lecheras a través del consumo de pienso y agua, y luego en la leche. Los agentes desinfectantes, desinsectantes y desratizantes son muy peligrosos y sólo pueden ser administrados por personas capacitadas e instituciones registradas, en colaboración con expertos en productos lácteos. Los agentes de limpieza y desinfección pueden llegar a la leche debido a un enjuague incompleto del equipo lechero. Además, debido a una selección y uso inadecuados, pueden provocar la corrosión de los equipos lácteos, por lo que los metales pesados pueden llegar a la leche. Un ejemplo de ello es el uso de hipoclorito de sodio, que destruye los equipos lácteos fabricados con algunos tipos estándar de acero inoxidable.
Micotoxinas. Algunos tipos de moho producen metabolitos tóxicos que son peligrosos para la salud humana y se denominan micotoxinas. El moho más famoso es el Aspergillus flavus, y su toxina es la aflatoxina. Una fuente conocida de aflatoxina es una mezcla de piensos contaminada con micotoxinas.

Figura 1. Representación morfológica del moho Aspergillus flavus
Sustancias radiactivas
La explosión de un reactor termonuclear en la central de Chernóbil el 26 de abril de 1986 expulsó a la atmósfera 400 veces más radioisótopos que la bomba nuclear lanzada sobre Hiroshima en 1945. Los radioisótopos o radionúclidos son elementos radiactivos que se forman en el proceso de desintegración del uranio en un reactor nuclear, liberando una gran cantidad de energía térmica. Para la salud humana, los radioisótopos de yodo, cesio y estroncio son los más peligrosos porque pueden entrar en el cuerpo con los alimentos y permanecer en sus “puntos fisiológicos” y así irradiar el cuerpo desde el interior. Los radionúclidos pueden entrar en el cuerpo a través de la leche porque las vacas pueden recoger grandes cantidades de ellos de las plantas, a las que han caído con la lluvia. Las corrientes de aire y los vientos propagaron los radioisótopos por toda Europa y algunas de estas sustancias radiactivas cayeron en territorio croata con la lluvia a principios de mayo de ese año. Las vacas estaban pastando en ese momento, por lo que los radionúclidos llegaron a la leche, y con los productos lácteos entraron en el cuerpo humano. Los incidentes nucleares no están excluidos en el futuro, por lo que el gobierno debería tener planes para hacer frente a una crisis de este tipo.
Riesgos microbiológicos
Los microorganismos en general, y las bacterias como parte de ese mundo, desempeñan un papel positivo muy importante en la industria láctea, pero también en un sentido negativo.
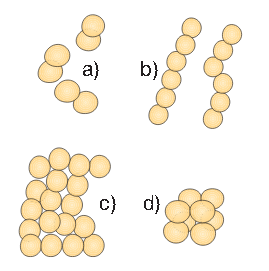
Figura 2. Las bacterias esféricas (cocos) se presentan en diferentes formaciones
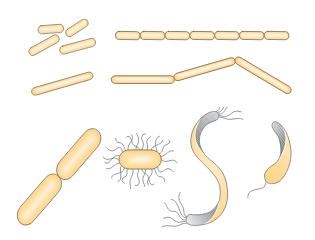
Figura 3. Bacterias en forma de bastones y espirales
Las bacterias son microorganismos unicelulares que se multiplican, se reproducen dividiendo la célula madre en dos células hijas mutuamente iguales, que al cabo de un tiempo se dividen de la misma manera. Este método de multiplicación se llama fisión binaria o división en dos partes. Su tamaño es, por término medio, de 0,5 a 5 micrómetros. Las bacterias pueden verse y estudiarse al microscopio con un aumento de mil veces, Figura 4.

Figura 4. Aspecto morfológico de las células bacterianas
Según la coloración, las bacterias se dividen en Gram positivas (azules) y Gram negativas (rojas), y esto se debe a una diferencia significativa en la estructura celular, es decir, la composición química de la pared celular. La diferencia en la composición de la pared celular se refleja en la diferencia de resistencia a los antibióticos, lo que significa que algunos antibióticos actúan sobre las bacterias Gram positivas, pero no sobre las Gram negativas. Por ello, la coloración por Gram tiene una gran importancia en microbiología. Muchas bacterias pueden moverse activamente en un medio líquido. Los géneros Bacillus y Clostridium pueden crear esporas muy resistentes en condiciones duras que las conservan y protegen hasta que se dan las condiciones para la vida activa. Las esporas pueden destruirse en el autoclave utilizando vapor de agua calentado a 120°C durante un tiempo de 20 a 30 minutos. Si las tuberías no se lavan con regularidad, algunas bacterias crean cápsulas mucosas que las protegen de la deshidratación y pueden entrelazarlas formando capas compactas en las paredes de las tuberías industriales. El crecimiento de estas bacterias en la leche hace que ésta sea viscosa, mucosa y fibrosa. Como otros seres vivos, las bacterias necesitan nutrientes para su crecimiento y sus fuentes básicas de alimentación son los compuestos orgánicos: proteínas, grasas e hidratos de carbono. Estas sustancias sirven a las bacterias para construir sus células y producir energía. También necesitan oligoelementos y vitaminas, y estas sustancias deben ser solubles en agua y tener una masa molecular pequeña para poder atravesar la membrana citoplasmática y entrar en la célula de la bacteria, por lo que las bacterias necesitan agua para su crecimiento. La leche es un medio ideal para el crecimiento de varios tipos de bacterias y otros microorganismos porque contiene un 87,5 % de agua y todos los nutrientes necesarios en abundancia. Los microorganismos pueden vivir en simbiosis, lo que significa que se ayudan mutuamente. Por el contrario, algunos microorganismos producen sustancias que inhiben el crecimiento de otros microorganismos, lo que se denomina antibiosis.
Formas de las bacterias
- Esférica (cocci–coccos significa núcleo). Recuerdan a bolas pequeñas. Pueden ser simples (monococos) o tras la división celular pueden permanecer juntas y formar diplococos. StreptococcusStaphylococcus. Del griego “staphyle” (racimo). Cuando tras la división las bacterias esféricas permanecen juntas y forman un racimo. Tetracoccus. Del griego “tetra” (cuatro), cuatro, cuando dos pares de bacterias globosas permanecen juntas después de la división. Sarcina se produce tras la división cuando ocho células globulares permanecen juntas en forma de “paquetes”.
- En forma de vara (bacillus-bacilli). Pueden ser cortos o largos, finos o gruesos, es decir, de diferentes longitudes y diámetros, con terminaciones opacas o afiladas. Lo más frecuente es que aparezcan individualmente. Si los bastones no se separan tras la división, sino que permanecen en parejas, se denominan diplobacilos. Los estreptobacilos aparecen cuando las células en forma de bastón forman cadenas más o menos largas después de la división. Las empalizadas (del griego “palus”, estacas) se forman cuando los bastones se disponen uno al lado del otro y se asemejan a una “valla de estacas” tras la división.
- Las formas de las varillas curvas difieren según el tipo de curvatura:
- Vibriones. Formas cortas en forma de comas
- Espirilos. Formas más largas con dos o más curvas, casi siempre en forma de letra “S”.
- Espiroquetas. Formas con mayor número de curvas más agudas.
- Las formas fibrosas representan una forma especial de bacterias. Entre ellas se encuentran, por ejemplo, los actinomicetos (bacterias formadoras de hifas). Se encuentran en la transición entre las bacterias y el moho. Tienen una forma de red ramificada. Las bacterias del azufre y del hierro tienen formas fibrosas.
- OTRAS formas. Por ejemplo, astra (stella) o forma de estrella; y arcula o forma cuadrada.
Actividad acuosa (aw)
El crecimiento y el metabolismo de los microorganismos dependen de la presencia de agua en forma accesible, ya que el agua también puede existir en una forma inaccesible ligada. La medida de la disponibilidad de agua es la actividad acuosa (aw). Reducir el contenido de agua de los alimentos es una forma de hacerlos inaccesibles a los agentes de deterioro. Por esta razón, el secado, la salazón y el azucarado son/eran los procedimientos más utilizados para conservar los alimentos. Hay que destacar que ningún microorganismo puede crecer en los alimentos si la actividad acuosa es inferior a 0,6. También hay que saber que, dependiendo de las condiciones previas al secado, los alimentos secos pueden contener microorganismos vivos, incluyendo bacterias patógenas y toxinas. Esto en nuestro caso se aplica a la leche en polvo. Sólo una materia prima de primera calidad y un procesamiento bien gestionado pueden proporcionar un producto de calidad.

Figura 5. Impacto de la w en el crecimiento de los microorganismos
Temperatura
Es el factor más importante de crecimiento y multiplicación de las bacterias y, por tanto, de deterioro de los alimentos. Las bacterias pueden reproducirse dentro de ciertos límites de temperatura que varían de una especie a otra. En principio, las bacterias pueden crecer a temperaturas comprendidas entre el punto de congelación del agua y la temperatura a la que se desnaturalizan las proteínas del citoplasma. Las temperaturas óptimas de crecimiento se sitúan entre las temperaturas máximas y mínimas, es decir, los límites superior e inferior. Se trata de la temperatura a la que un determinado tipo de bacteria se multiplica más rápidamente. Las temperaturas inferiores a la mínima detienen el crecimiento, pero no matan a las bacterias. Las funciones vitales de las bacterias cesan casi por completo a temperaturas cercanas al punto de congelación del agua. Las células bacterianas contienen entre un 75 y un 98 % de agua, por lo que cuando la temperatura desciende por debajo del punto de congelación, el agua de la célula bacteriana se solidifica, por lo que la bacteria ya no puede absorber los nutrientes del entorno a través de la membrana celular, y entra en un estado de supervivencia. El punto de congelación de la leche es de -0,517 °C, lo que significa que la leche a esa temperatura sigue siendo líquida. Si la temperatura se eleva por encima del calor máximo, las bacterias mueren rápidamente. La mayoría de las células mueren a los pocos segundos de ser expuestas a una temperatura de 70 °C. Algunas bacterias sobreviven a un calentamiento de hasta 80 °C durante 5 minutos, aunque no forman esporas. Destruir las esporas bacterianas requiere mucho más calor. El tratamiento con vapor de agua a 120 °C durante 30 minutos garantiza la destrucción de todas las esporas. Este efecto también se consigue con calor seco, pero a una temperatura de 160 °C durante dos horas.


Figuras 6. y 7. Condiciones de temperatura para el crecimiento bacteriano
Las bacterias pueden dividirse en cuatro categorías según el rango de temperaturas que prefieren. Las bacterias psicrófilas (prefieren el frío) crecen bien a 0 °C, sus temperaturas óptimas se sitúan en torno a los 12-15 °C y como máximo por debajo de los 20 °C. Las bacterias Las bacterias psicrótrofas (toleran el frío) son cepas mesófilas que pueden multiplicarse a temperaturas de frigoríficos comerciales, sus temperaturas óptimas son de unos 20-30 °C. Las bacterias mesófilas tienen temperaturas mínimas en torno a los 10 °C y, por lo general, óptimas a 30-35 °C y máximas a unos 50 °C. Es el perfil de temperatura más común del crecimiento bacteriano. En este intervalo de temperaturas, cerca del 90 % de las bacterias pueden crecer. Las bacterias termófilas (prefieren el calor) tienen un crecimiento óptimo a temperaturas de 55-65 °C. La temperatura mínima es de unos 37 °C y la máxima de unos 70 °C. Las bacterias psicrófilas son de especial interés para las explotaciones lácteas porque la actividad microbiológica de la leche en las granjas y en los almacenes tiene lugar a temperaturas de 7 °C o inferiores. Por lo tanto, la leche recién ordeñada debe enfriarse a una temperatura de 2 °C.
Oxígeno
La relación entre las bacterias y el oxígeno es muy compleja porque las bacterias han ocupado nichos ecológicos increíbles en la Tierra. Existen cuatro grupos: aeróbicas, microaerófilas, anaeróbicas y anaeróbicas facultativas.
Luz
La luz solar directa mata a las bacterias. La luz ultravioleta de los rayos solares provoca cambios en el ADN y las proteínas de las células bacterianas.
Acidez (valor de pH)
Las levaduras y el moho crecen mejor en un medio ligeramente ácido, en torno a un pH de 5-6. Para las bacterias, las condiciones óptimas son un medio neutro o poco alcalino. La leche fresca tiene un valor de pH entre 6,5 y 6,7, por lo que es un buen nutriente para las bacterias. En cuanto a la acidez, los alimentos líquidos se dividen en alimentos muy ácidos y alimentos poco ácidos. El límite entre estas dos zonas es un valor de pH de 4,6. Esto tiene un gran impacto en el procesamiento de la leche y la elaboración de productos lácteos fermentados. Las bacterias patógenas no pueden crecer por debajo de un pH de 4,6.

Figura 8. Impacto del pH en el crecimiento microbiológico
Crecimiento bacteriano
Las bacterias se multiplican por división binaria. Cada célula individual crece y cuando alcanza un tamaño crítico se divide en dos células idénticas. La forma en que se agrupan las células durante la división es constante para cada tipo de bacteria. Puede ser una cadena, un par de células, un cubo, un racimo o un “manojo”. Esto define el aspecto de las colonias bacterianas en los sustratos nutritivos. En condiciones favorables, las bacterias pueden dividirse a intervalos de 20 a 30 minutos, y llamamos a este periodo tiempo de generación. La tasa de reproducción bacteriana se calcula mediante la fórmula:
 N- número de bacterias/ml después del tiempo t
N- número de bacterias/ml después del tiempo t
N0– número de bacterias/ml después del tiempo 0
t- tiempo de crecimiento en horas
g- tiempo de generación en horas
Con 0,5 horas de tiempo de generación, en diez horas una bacteria/ml puede crear unos 10 millones de células/ml. En un sistema cerrado, el crecimiento bacteriano se ralentizará y pasará a la fase estacionaria, seguida de la muerte de ese tipo de bacterias. Las razones que impiden el crecimiento bacteriano son la falta de nutrientes y la acumulación de metabolitos tóxicos en su sistema.

Figura 9. Reproducción de las bacterias

Figura 10. Curva de crecimiento bacteriano a fase retardada b fase logarítmica c fase estacionaria d fase letal
Actividad bioquímica
- Los sistemas bioquímicos y enzimáticos más importantes de las bacterias de la leche y los productos lácteos son responsables de los siguientes efectos:
- Digestión de los hidratos de carbono.
- Digestión de las proteínas.
- Digestión de las grasas.
- Digestión de la lecitina.
- Producción de pigmentación.
- Producción de mucosidad (fibrosidad).
- Producción de aromas.
- Reducción de oxígeno.
- Enfermedades.
Degradación de los hidratos de carbono
La descomposición de los hidratos de carbono:
- Hidrólisis.
- Fermentación alcohólica.
- Fermentación láctica.
- Fermentación de tipo coliforme.
- Fermentación del ácido butírico.

Figura 11. Degradación de lactosa y sacarosa
Degradación de las proteínas
Las proteínas se descomponen en péptidos y aminoácidos, a causa de las enzimas proteasa y peptidasa.

Figura 12. Descomposición de las proteínas en aminoácidos por las enzimas proteinasa y peptidasa
Degradación de las grasas
El proceso se llama lipólisis y las enzimas que llevan a cabo esta reacción son las lipasas. Las grasas son ésteres de glicerol y ácidos grasos, por lo que con la lipasa se crean ácidos grasos libres y glicerol.

Figura 13. Descomposición de los lípidos en ácidos grasos libres y alcohol glicerol

Figura 14. Lipólisis. Debido al daño de la membrana globular las grasas lácticas liberan ácidos grasos.
Degradación de la lecitina. La lecitina es un fosfolípido que se encuentra en las membranas de los glóbulos de grasa y, por tanto, estabiliza la emulsión de grasa y leche en la nata. Las enzimas lecitinasas descomponen la lecitina y desestabilizan así la emulsión, de modo que la grasa se desprende de los glóbulos y sube a la superficie de la leche o la nata en forma de manchas grasientas o cuajadas.
Pigmentos y colores. Las bacterias que pueden crear colores se llaman bacterias cromógenas. El color de sus colonias está en el nombre de la bacteria. Un ejemplo es Staphylococcus aureus, cuyas colonias son de color amarillo dorado en un sustrato nutritivo.
Producción de moco. Algunas bacterias producen un moco compuesto por polisacáridos que aumentan la viscosidad de la leche porque son solubles en ella. Estas bacterias también se utilizan para producir algunos productos fermentados, como las leches agrias escandinavas; por ejemplo, el Långfil de Suecia.
Producción de aromas. Algunas bacterias producen olores que son característicos de esa especie y ese es el olor aromático y fresco de los productos lácteos fermentados que proporcionan los cultivos seleccionados de bacterias lácticas.
Microorganismos patógenos en la leche cruda
Algunos microorganismos pueden causar intoxicación alimentaria (microorganismos patógenos), ya sea por intoxicación y/o infección. Por intoxicación se entiende la producción de venenos (toxinas) en los alimentos antes de su consumo. Por infección se entiende la entrada, el asentamiento, el crecimiento activo y la reproducción de dichos microorganismos en el cuerpo humano. A menudo se necesita un gran número de patógenos para causar una infección. A veces, como en el caso de la Salmonella typhimurium, la dosis infecciosa mínima (MID) puede ser de una sola bacteria. Las bacterias patógenas causan enfermedades en los seres humanos, los animales y las plantas.
Patógenos en la leche
-
Infecciosos
- Mycobacterium bovis.
- Mycobacterium tuberculosis.
- Escherichia coli (ciertas cepas).
- Listerria monocitogenes.
- Salmonella.
- Campylobacter.
- Corynebacterium diphteriae.
-
Productores de toxinas
- Bacillus cereus.
- Clostridium perfringens.
- Staphyloccus aureus (ciertas cepas).
Bacterias en la leche
De vaca. La leche es estéril cuando se excreta por la ubre. Sin embargo, antes de salir de la ubre la leche se contamina con bacterias que penetran desde el exterior hasta el canal del pezón; estas bacterias son inofensivas y poco numerosas en circunstancias normales (hasta varios cientos por mililitro). En caso de inflamación bacteriana de la ubre (mastitis), la leche puede estar contaminada con un gran número de bacterias, incluidas las patógenas, por lo que deja de ser apta para su uso. Este estado de la ubre también causa un gran sufrimiento a las vacas. En el caso de la mastitis, la concentración de bacterias en la canal es alta, por lo que un gran número de ellas se elimina al comienzo del ordeño en el primer chorro y por esta razón el primer chorro de cada pezón se recoge en un recipiente separado con fondo negro.

Figura 15. Entrada de bacterias a través del canal del pezón, causando infección.
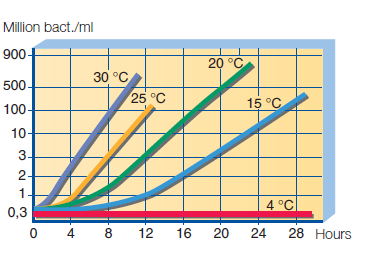
Figura 16. Recogida del primer chorro de leche de cada pezón en un recipiente separado con fondo negro.
En la leche de las vacas que padecen mastitis se observan inmediatamente motas blancas y grumos como signo de inflamación de la ubre sobre un fondo negro. Hoy en día, existen nuevos métodos y pruebas para detectar la mastitis, así como nuevos instrumentos para detectar la mastitis basados en la medición de la conductividad eléctrica, es decir, la resistencia de la leche. Se están introduciendo nuevos métodos y procedimientos para determinar el número de células somáticas en la leche, que son un indicador del estado de salud de la ubre. Las células somáticas son células epiteliales de la ubre y células sanguíneas (granulocitos, linfocitos y leucocitos). Un aumento del número de células somáticas indica una inflamación de la ubre (mastitis). La leche de vaca sana principalmente contiene menos de 200.000, pero también menos de 100.000 células somáticas/ml. La leche cruda para el tratamiento térmico puede tener un máximo de 400.000 células somáticas/ml. El filtrado de la leche con el objetivo de eliminar las células somáticas es un procedimiento importante porque también elimina las bacterias acumuladas en las células epiteliales.
Contaminación en la granja. En la granja, dependiendo de la manipulación con la leche, ésta puede estar contaminada con diversos microorganismos, pero sobre todo con bacterias. El grado de contaminación y el contenido del cultivo bacteriano dependen de la limpieza del entorno y de la pureza de las superficies con las que la leche entra en contacto. La mayoría de las veces puede tratarse de una máquina de ordeño o de sus componentes: conjunto de vacío, cubo de leche, filtro/colador de leche, cubo de transporte, enfriador de leche, mezclador, etc. Las superficies que entran en contacto con la leche suelen ser mayores fuentes de contaminación que sólo la ubre de la vaca. Si las vacas se ordeñan manualmente, las bacterias pueden entrar en la leche desde el ordeñador, la vaca, la basura y el aire del establo. La magnitud de la influencia de cada factor depende de la educación y el conocimiento del ordeñador sobre los principios higiénicos y la forma de tratar a la vaca. Muchas de estas causas de contaminación de la leche se han eliminado con la introducción de la máquina de ordeño. Aquí también hay que tener cuidado porque un gran número de bacterias pueden llegar a la leche si el equipo de ordeño no se limpia, desinfecta y mantiene adecuadamente como recomiendan los profesionales.
Bacterias en la leche cruda. La leche es muy nutritiva y susceptible de contaminación y crecimiento de una amplia gama de bacterias. Si procede de una granja donde se practica la higiene, la leche contiene varios miles de bacterias por ml. Si en la granja no se realiza correctamente la limpieza, el lavado, la desinfección y el enfriamiento de la leche, el número de bacterias se mide por millones. Por lo tanto, los procedimientos diarios para mantener las condiciones higiénicas en la granja, el ordeño y el espacio de refrigeración son un factor determinante para la calidad bacteriológica de la leche. El número máximo permitido de células bacterianas vivas en la leche cruda puede ser de 100.000 UFC/ml. Por unidad formadora de colonias (UFC) se entiende el número de entidades bacterianas que han creado colonias visibles en un sustrato nutritivo. En condiciones óptimas, se puede conseguir un número de bacterias inferior a 20.000 UFC/ml, y éste es un número aproximado de bacterias vivas. La temperatura de la leche al salir de la ubre es de unos 37 °C. El enfriamiento rápido de la leche a una temperatura entre 4 °C y 2 °C contribuye en gran medida a la calidad de la leche en la granja. Además, el tratamiento ralentiza considerablemente el crecimiento bacteriano en la leche y preserva la calidad. El efecto de la temperatura en el crecimiento bacteriano de la leche cruda se muestra en el gráfico de la figura 17.
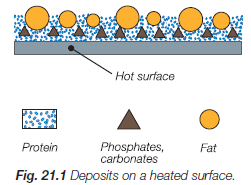
Figura 17. Efecto de la temperatura sobre el crecimiento bacteriano en la leche cruda.
Tabla 1. Presencia de los principales grupos bacterianos en la leche con UFC baja
| Grupo | Frecuencia (%) |
| Micrococcus | 30 – 99 |
| Asporógeno Gram (+); palos | < 10 |
| Gram (-); palos | < 10 |
| Esporógeno | < 10 |
| Otros | < 10 |
Limpieza de los equipos lácteos
Aspectos de la limpieza. La limpieza de los equipos lácteos se deriva de tres aspectos importantes de las operaciones de las empresas lácteas:
- Obligaciones comerciales,
- Obligaciones morales,
- Obligaciones legales.
Objetivos de limpieza. Cuando hablamos de resultados de limpieza, el grado de pureza se define con los siguientes términos:
- Pureza física. Eliminación de las impurezas visibles de todas las superficies.
- Pureza química. Eliminación no sólo de las impurezas visibles, sino también de los residuos microscópicos que pueden determinarse por el olor o el sabor, pero no a simple vista.
- Pureza bacteriana. Conseguida mediante la desinfección.
- Limpieza estéril. La destrucción de todos los microorganismos.
Es necesario saber que el equipo puede estar bacteriológicamente limpio sin estarlo física o químicamente. La superficie del dispositivo de tratamiento térmico puede permanecer cubierta de depósitos de leche que no se han eliminado con el lavado. Dicha superficie, es decir, el dispositivo, puede esterilizarse, pero hay que tener en cuenta que el depósito de leche es en realidad una capa de aislamiento, por lo que las temperaturas de la leche durante el tratamiento térmico serán inferiores a las requeridas. Esta situación debe evitarse porque aporta incertidumbre al propio efecto del tratamiento térmico de la leche. En consecuencia, el equipo se lava a un brillo metálico puro de las superficies de trabajo. Sin embargo, es más fácil conseguir la pureza bacteriana si la superficie tratada, al menos, se limpia primero físicamente. En los procedimientos de limpieza en las lecherías, los objetivos de limpieza son casi siempre los mismos, y es lograr la limpieza química y bacteriológica. Por esta razón, las superficies de los equipos se lavan primero bien con detergentes químicos y luego se desinfectan.
Impurezas en las superficies de los equipos lácteos. Los ingredientes de la leche se pegan y depositan en capas, y en estas capas o alrededor de ellas las bacterias utilizan esas mismas impurezas como escondite.

Figura 18. Depósitos en la superficie calentada
Superficies calentadas. Si la leche se calienta a temperaturas superiores a 60 °C, comienzan a formarse depósitos de leche. Los depósitos de leche están formados por fosfatos de calcio y magnesio, carbonatos, proteínas y grasas. Estos depósitos son fáciles de detectar en las placas del intercambiador de calor en las secciones de calentamiento y recuperación de calor de la leche. Los depósitos están firmemente adheridos a la superficie de las placas y su color va del blanco al marrón quemado.
Superficies frías. Siempre queda una fina película de leche en las tuberías, bombas, depósitos, válvulas, etc. Cuando se vacíe el sistema, el lavado debe comenzar lo antes posible, ya que de lo contrario la película de leche en las superficies se secará y será más difícil de eliminar.
Procedimientos de limpieza. En el pasado la limpieza y el lavado eran realizados por personas con cepillos y soluciones de detergente (esto se hace aún hoy en día en algunos casos). Este es un enfoque difícil y no siempre eficaz, porque el producto puede contaminarse con las superficies de los equipos incompletamente limpiadas. Para conseguir un buen lavado y desinfección de todos los segmentos de la instalación de producción, se han diseñado y desarrollado sistemas de limpieza in situ (CIP) que lo hacen posible. Para lograr el grado de limpieza deseado, las operaciones deben realizarse estrictamente de acuerdo con las normas y procedimientos preestablecidos. Esto significa que todas las secuencias del procedimiento deben ser las mismas cada vez.
El ciclo de limpieza en la lechería abarca las siguientes etapas:
- Recuperación de los residuos del producto mediante raspado, escurrido y desalojo con agua o aire comprimido.
- Prelavado con agua para eliminar las impurezas residuales.
- Lavado con detergente.
- Aclarado con agua limpia.
- Desinfección con calor (agua caliente) o con un agente químico (opcional); si se incluye esta etapa, el ciclo termina con el aclarado final con agua de buena calidad.
Cada etapa requiere un tiempo determinado para lograr un resultado aceptable.
Recuperación de los residuos del producto. Todos los residuos del producto procedentes de los equipos de las líneas de producción deben ser eliminados y recogidos al final del proceso de producción. Esto se aplica a los depósitos, las tuberías, las válvulas y las máquinas, por ejemplo, la máquina de producción de mantequilla.
Con ello se consigue lo siguiente:
- Reduce las pérdidas de producto,
- Facilita la limpieza,
- Reduce la carga de aguas residuales.
Antes de iniciar la limpieza (lavado), se purga con agua el resto de la leche de las líneas de producción.
El prelavado con agua. Se realiza lo antes posible tras el cese de la producción, ya que con el tiempo los restos de leche se secarían y se pegarían a las superficies, dificultando así el lavado. Los restos de grasa láctea son mucho más fáciles de aclarar si el agua de prelavado está caliente, pero la temperatura no debe superar los 55 °C, para evitar la coagulación de las proteínas. El prelavado debe continuar hasta que el agua a la salida del sistema sea clara. Cualquier impureza restante aumenta el gasto en detergentes. Un buen prelavado puede eliminar el 90% de los residuos más blandos (no quemados), o el 99% de los residuos totales.
Lavado con detergente. Las impurezas de las superficies calentadas se lavan normalmente con detergentes alcalinos y ácidos, en este orden. Después de la lejía, la instalación se lava con agua.
Las superficies frías se lavan normalmente con lejía y sólo ocasionalmente con un agente ácido. La sustancia principal de los detergentes alcalinos es el hidróxido de sodio (NaOH). Para lograr un mejor contacto entre la solución de NaOH y la película de suciedad, se añaden sustancias al detergente para reducir la tensión superficial del agua y mejorar así el empapado. Los detergentes también deben permitir la dispersión de las impurezas y el cierre de las partículas en suspensión en cápsulas, evitando así la floculación. Para garantizar resultados satisfactorios con una determinada solución detergente, hay que controlar cuidadosamente importantes variables:
- Concentración de la solución detergente.
- Temperatura de la solución detergente.
- Efecto mecánico sobre la superficie tratada (caudal).
- Duración del lavado (tiempo).
Concentración del detergente. Antes de comenzar el lavado, la cantidad de detergente en la solución debe ajustarse a la concentración correcta, mientras que durante el lavado la solución se diluye con el agua de aclarado y los residuos de leche. También puede producirse una neutralización parcial del sistema. Por ello, es necesario comprobar la concentración del detergente durante el lavado. Si no se realiza la comprobación, esto puede afectar seriamente al resultado del lavado. Este control puede realizarse de forma manual o automática. La dosificación debe ser siempre conforme a las instrucciones del proveedor, ya que el aumento de la concentración no tiene por qué mejorar el efecto del lavado, pues debido al aumento de la espuma también puede tener la consecuencia contraria. El uso excesivo de detergentes encarece innecesariamente el lavado.
Temperatura del detergente. La eficacia de la solución detergente suele aumentar si se incrementa la temperatura. Los detergentes mixtos tienen siempre una temperatura óptima, que debe aplicarse en el proceso de lavado. La práctica ha demostrado que el lavado con un detergente alcalino debe realizarse a la misma temperatura a la que se expuso el producto, pero no a menos de 70 °C. Para el lavado con detergentes ácidos se recomiendan temperaturas de 68-70 °C.
Efecto de lavado mecánico. Con la limpieza manual se utilizan cepillos para conseguir raspar las impurezas de las superficies. En el caso del lavado mecanizado de tuberías, tanques y otros equipos de proceso, el efecto mecánico se consigue gracias al caudal de la solución detergente. Las bombas de presión de detergente están dimensionadas para capacidades más altas que las bombas de producto, ya que necesitan mantener una velocidad de 1,5-3 m/s en las tuberías. Con estos caudales, la corriente es muy turbulenta y este mecanismo de flujo produce un buen efecto de rascado en las superficies del equipo.
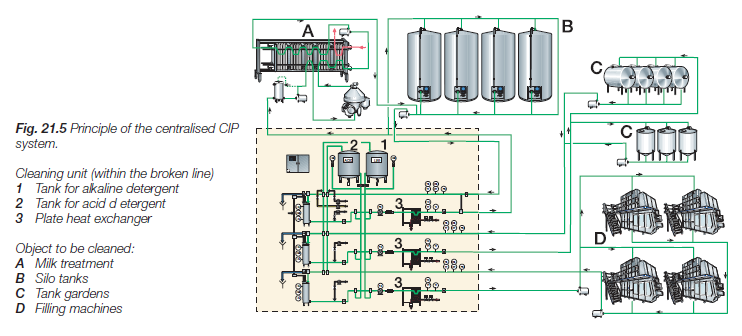
Figura 19. Efecto de limpieza mecánica
El tiempo de lavado. El trabajo con el detergente debe ser cuidadoso para lograr un efecto óptimo. Al mismo tiempo, hay que tener en cuenta los costes de electricidad, calefacción, agua y funcionamiento. Por otra parte, no basta con liberar la solución de detergente a través del sistema de tuberías, sino que el detergente debe circular lo suficiente para que la impureza se disuelva. El tiempo que se tarda en conseguirlo depende del grosor del depósito y de la temperatura de la solución detergente. Las placas de los intercambiadores de calor con proteínas coaguladas endurecidas deben tratarse con ácido nítrico en circulación durante unos 20 minutos. Para disolver la película de leche de las paredes de los depósitos basta con tratarla con un agente alcalino durante 10 minutos.
Aclarado con agua limpia. Tras el lavado con un detergente, las superficies deben aclararse con agua el tiempo suficiente para eliminar todos los restos de detergente, ya que si se quedan en el sistema después del lavado pueden contaminar la leche. Todas las partes del sistema deben escurrirse completamente después del lavado, y debe usarse agua descalcificada para el aclarado. Esto evita la formación de cal en las superficies lavadas. El agua dura, con un alto contenido en sales de calcio, debe ablandarse en intercambiadores de iones a 2-4 °dH (grados de dureza alemanes). Después de este procedimiento, el equipo y las tuberías son prácticamente estériles.
Desinfección. El efecto de la limpieza bacteriológica sólo puede mejorarse mediante la desinfección de todo el sistema. Los equipos lácteos pueden desinfectarse de dos maneras:
- Desinfección térmica (agua hirviendo, agua caliente, vapor).
- Desinfección química (yodóforos, peróxido de hidrógeno, ácido peroxiacético, etc.).
La desinfección puede llevarse a cabo por la mañana, justo antes de empezar a procesar la leche. La leche puede recibirse tan pronto como el desinfectante se haya eliminado completamente del sistema.
Limpieza in situ (CIP). Los sistemas son una parte integral de los sistemas de producción pequeños, medianos y grandes, Figura 20. El agua de lavado, las soluciones detergentes y el agua caliente para la desinfección circulan por los depósitos, las tuberías y las líneas de proceso sin desmontar los equipos, en círculos cerrados de lavado. La tecnología CIP es un campo profesional especial que incluye una amplia gama de disciplinas científicas y técnicas. La higiene en el proceso de producción y procesamiento de la leche debe considerarse en su totalidad como un factor muy importante para lograr el objetivo final, que es un producto lácteo de calidad. Un requisito previo para un producto lácteo de calidad es, sobre todo, una leche de calidad.

Figura 20. Principios operativos del sistema central CIP
Un buen producto lácteo debe tener:
- Buena apariencia.
- Un aroma atractivo.
- Buen sabor.
- Valor nutricional.
- Seguridad sanitaria.
- Período de caducidad.
La consecución de estos objetivos requiere un enfoque interdisciplinario que abarca la agronomía, la medicina veterinaria, la tecnología de procesamiento de la leche y la química de los agentes de lavado y desinfección. Todas estas disciplinas tienen también sus propios e importantes componentes de construcción, mecánica y control de supervisión. A continuación, analizaremos todas las posibles causas de contaminación en el procesado de la leche, desde el establo hasta el producto final, centrándonos en la contaminación microbiológica y química.
Los factores de calidad más importantes de la leche producida
La producción de leche comienza con la alimentación de las vacas lecheras y termina con la limpieza y desinfección de los equipos de ordeño y refrigeración. Por ello, el productor de leche debe dominar los siguientes procesos:
- La producción de piensos.
- La alimentación.
- El ordeño.
- El exprimido.
- El enfriamiento de la leche.
- La limpieza y desinfección del equipo de ordeño y refrigeración.
Figura 21. Preparación de la vaca para el ordeño, incluyendo la limpieza y masaje de la ubre
Al hacerlo, hay que conocer la influencia de la tecnología de cría en su totalidad y cuidar su propia higiene.
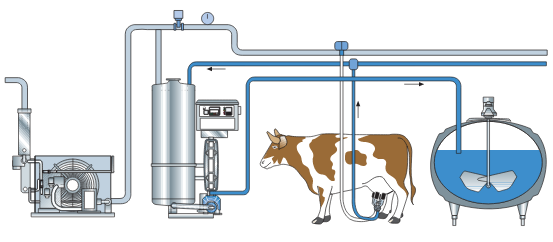
Figura 22. Flujo de leche en el sistema de enfriamiento rápido desde la vaca y hasta el tanque de enfriamiento
También hay que conocer las posibles causas de la contaminación de la leche y cómo reducir sus efectos, lo que significa:
- Control del estado de salud de las vacas lecheras, especialmente de las ubres.
- Eliminación de los flujos de leche iniciales.
- Limpieza y desinfección de los pezones antes del ordeño y su desinfección inmediatamente después.
- Rutina de ordeño adecuada.
- Colado de la leche y enfriamiento rápido, Figura 23.
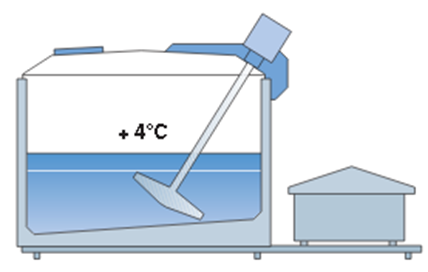
Figura 23. Tanque de refrigeración con mezclador y unidad de refrigeración
Además, hay que cuidar
- La higiene personal.
- La higiene en el establo.
- La limpieza del equipo de ordeño.
Un equipo de ordeño poco limpio es potencialmente la fuente más importante y peligrosa de contaminación de la leche con microorganismos, así que la limpieza del equipo es la condición más importante para prevenir la contaminación microbiana. ¿Dónde y en qué medida llegan los microorganismos a la leche? Las fuentes de microorganismos en la leche se muestran en la Tabla 2.
Table 2. Fuentes de microorganismos en la leche
| Fuente | Número por ml de leche recolectada |
| aire del granero | hasta 15.000 |
| manos | hasta varios miles |
| superficie de los pezones | hasta 20.000 |
| canal de los pezones | hasta 1.000 |
| enfermedad (incluidos patógenos) | hasta 20.000 |
| equipo de ordeño | desde varios miles hasta varios millones |
De los datos presentados en la Tabla 2 se puede concluir que todos los demás esfuerzos son inútiles si se descuida la limpieza y desinfección del equipo de ordeño.
Las fuentes más comunes de contaminación de la leche cruda. En el ordeño manual, la leche se contamina principalmente con el aire del establo, los recipientes de ordeño y las manos de los ordeñadores. El ordeño con las manos húmedas también es inadecuado. Con el ordeño automático por dispositivo móvil, todas las piezas de goma del equipo de ordeño son fuentes peligrosas de contaminación. En el caso de un sistema de ordeño (en un establo o en el lugar de ordeño), excepto la propia máquina de ordeño, es vital cuidar los grifos de leche, los acoplamientos de leche, las tuberías de leche y los puntos de conexión en el recipiente de recogida de leche. También hay que prestar atención a los equipos de recepción, refrigeración y almacenamiento de la leche; los recipientes de ordeño, los refrigeradores de leche, es decir, los enfriadores de placas y las cisternas de leche refrigerada. Después de cada ordeño, es decir, del vertido de la leche, el equipo debe limpiarse y desinfectarse adecuadamente.
El efecto de la limpieza depende de numerosos factores:
- El estado del equipo (especialmente las partes de goma, que deben ser lisas y elásticas).
- La eliminación completa de las impurezas de las superficies externas del equipo (sistemas de ordeño).
- El enjuague del sistema de ordeño con agua tibia inmediatamente después del ordeño.
- La calidad y las concentraciones de los agentes de limpieza y desinfección utilizados.
- La temperatura de la solución.
- La duración de la limpieza y la desinfección.
- El efecto de la limpieza mecánica.
- El enjuague con agua limpia y potable para eliminar los residuos de los agentes químicos.
Impurezas en la producción y el procesamiento de la leche. La producción de leche y productos lácteos con alta seguridad bacteriológica requiere una limpieza y desinfección exhaustivas de todas las superficies del equipo lácteo y del complejo de procesamiento. El equipo lechero es la principal fuente de contaminación del producto final, por lo que el riesgo aumenta con el aumento de la superficie del equipo. La limpieza del equipo después de la producción es necesaria porque las impurezas y los depósitos de leche deben eliminarse, ya que representan un medio excelente para el crecimiento microbiano que contaminaría el siguiente lote de fabricación. Después de la limpieza, todas las superficies deben ser desinfectadas para que se destruyan todos los microbios y enzimas que hayan quedado después de la limpieza. La desinfección del equipo mal limpiado es menos eficaz porque las impurezas y los residuos de la leche preservan y protegen a los microbios de los desinfectantes. Además, las impurezas restantes pueden inactivar los desinfectantes. Las impurezas en las lecherías consisten en grasas, proteínas y sustancias minerales. Los microbios se adhieren a las capas de impurezas y se multiplican rápidamente en condiciones favorables, por lo que para que la limpieza de las centrales lecheras tenga éxito es necesario tener en cuenta varios factores importantes:
- Un buen diseño y el uso de materiales que se limpien bien y fácilmente de los restos de leche fresca, leche en polvo o leche quemada. La leche quemada contiene proteínas desnaturalizadas, emulsiones de grasa y fosfato de calcio que dificultan la limpieza.
- El agua en el proceso de limpieza debe ser blanda porque las sales minerales con componentes de la leche producen depósitos de leche.
- El agua debe ser bacteriológicamente segura por completo.
- La solución de limpieza debe tener una temperatura óptima (no por debajo de los 33 °C a los que se funde la grasa láctea).
- En las tuberías, la solución de limpieza debe fluir de forma turbulenta para conseguir los efectos del lavado mecánico.
- La composición de la solución de limpieza es especialmente importante.
El proceso de limpieza y desinfección. La limpieza y la desinfección son dos procedimientos relacionados del proceso de saneamiento, y se realizan como procedimientos separados. El efecto de la limpieza puede describirse como un producto de la química, la mecánica, la temperatura y el tiempo. Los microbios restantes son destruidos por la desinfección, que sigue a la limpieza. Por este motivo, las superficies limpiadas y lavadas previamente deben ser desinfectadas.
La limpieza y la desinfección se llevan a cabo en las siguientes etapas:
- Limpieza física, mecánica; eliminación de todas las impurezas visibles.
- Limpieza en seco; eliminación de los defectos visibles e invisibles a simple vista.
- Aclarado de los productos de limpieza.
- Desinfección.
- Último enjuague (a menos que el desinfectante sea ácido de peroxioactividad).
Productos de limpieza
Agua. Los detergentes en la industria láctea son soluciones acuosas de bases y ácidos para las que son importantes dos factores: la conductividad y el valor del pH. La conductividad es la capacidad de una sustancia o solución para conducir una corriente eléctrica, mientras que el valor del pH es un logaritmo negativo de la concentración de iones de hidrógeno en una solución acuosa. El agua limpia tiene un pH=7, lo que significa que la concentración de iones de hidrógeno es igual a la concentración de iones de hidroxilo. Los valores de la escala de pH son valores numéricos absolutos e inequívocos, de 0 a 14. Al añadir ácido, el pH del agua disminuye, y con la adición de bases, el pH aumenta. Los ácidos tienen un valor de pH inferior a 7 y las bases, superior a 7. La conductividad y el valor de pH desempeñan un papel importante en la gestión automática del proceso de limpieza en las lecherías. La dureza del agua es la cantidad de sulfatos/carbonatos de calcio/magnesio e hidrogenocarbonato disueltos en el agua. La dureza del agua se expresa en grados alemanes de dureza y tiene cierta importancia en los procesos de limpieza. La dureza del agua es importante en los procesos de limpieza y aclarado porque las sales disueltas se depositan como cálculo de agua en el sistema de producción. Por esta razón, se debe utilizar agua parcialmente descalcificada para la limpieza.
La composición de los productos de limpieza. Dada la gama de valores de pH, los agentes de limpieza se dividen en alcalinos, ácidos y neutros. Los agentes alcalinos contienen bases, secuestrantes y complejos, tensioactivos, antiespumantes, potenciadores de la oxidación y solubilizantes. Los agentes ácidos contienen ácidos, inhibidores de la corrosión, tensioactivos (sustancias activas en la superficie) y antiespumantes.
Bases. El hidróxido de sodio es la base más utilizada (NaOH). Debido a su alto valor de pH, reacciona con diferentes componentes dentro de las impurezas para que otros compuestos puedan emulsionarlas fácilmente. El carbonato de sodio se utiliza con agentes ligeramente alcalinos (Na2CO3).
Ácidos. Los más utilizados son el ácido nítrico (HNO3) y el ácido fosfórico (H3PO4). Los complejos, secuestrantes, tensioactivos y otros componentes mejoran los efectos del lavado y evitan las consecuencias negativas del uso de detergentes. La concentración de sustancias activas en los productos de limpieza debe comprobarse mediante alcalimetría y acidimetría con indicadores adecuados.
Desinfectantes. Para su uso en la industria láctea debe cumplir toda una serie de requisitos:
- Una amplia gama de acciones.
- Rápida acción a bajas temperaturas.
- Baja toxicidad.
- Buen aclarado.
- Respetuoso con el medio ambiente.
- No corrosividad.
- Los restos de un agente no deben perjudicar el producto.
- Capacidad de control automático de la concentración.
- Buena estabilidad de los concentrados y las soluciones de trabajo.
Peróxido de hidrógeno. Los agentes comerciales contienen un 35, 50 y 70 % de H2O2. El peróxido de hidrógeno debe estar bien estabilizado, ser muy limpio y de alta calidad. El peróxido de hidrógeno se descompone en agua y oxígeno activo naciente. Actúa de forma oxidativa sobre los sistemas celulares biológicamente activos y los destruye de forma irreversible, provocando la muerte de las células. Se utiliza a temperaturas superiores a 50 °C y es respetuoso con el medio ambiente.
Ácido peroxiacético (APA). Es un desinfectante que actúa de forma oxidativa con un alto potencial de oxidación. La formulación estabilizada es con un 15% de APA en equilibrio con peróxido de hidrógeno, agua y ácido acético. El APA reacciona con las proteínas de la pared de la membrana celular. Entra en la célula como un ácido débil y destruye los sistemas enzimáticos y los ácidos nucleicos. Actúa sobre todo tipo de microorganismos, esporas bacterianas y virus. Se descompone en oxígeno activo, agua y ácido acético, por lo que debe aclararse de los sistemas de producción.
Compuestos de amoníaco cuaternario. Son sustancias activas surfactantes (tensioactivos) que se adsorben en la superficie de los microorganismos y al disminuir la tensión superficial del agua afectan a la permeabilidad de la membrana. Esto cambia la estructura superficial de la célula, anula las funciones de la membrana celular y las células mueren. Debido a la diferente estructura de la pared celular, tienen un efecto más débil sobre las bacterias Gram negativas.
Aldehídos. Son compuestos que reaccionan con los grupos amino de los aminoácidos. Se producen cambios irreversibles, causando daños en la pared celular y la muerte de la célula. Estos desinfectantes son los más utilizados en las explotaciones lecheras. Para las plantas pequeñas, existen en el mercado nuevos detergentes y desinfectantes respetuosos con el medio ambiente.
Métodos de limpieza. Dos métodos de limpieza
- Procedimiento CIP (limpieza in situ).
- Procedimiento COP (limpieza externa)
Proceso CIP. Es una limpieza interna semiautomática o totalmente automática de los sistemas de producción sin necesidad de desmontarlos.
Se distinguen:
- Sistemas cerrados simples (circulación).
- Sistemas CIP más pequeños para la “limpieza perdida”.
- Dispositivos CIP totalmente automáticos con soluciones de limpieza refluidas, y el proceso se controla mediante valores de conductividad y pH.
Las ventajas del CIP son: mayor calidad de limpieza, mayor seguridad y control de costes.
Procedimiento COP. Es la limpieza externa de los equipos y del complejo de producción y la limpieza de los equipos desde el interior, tras el desmontaje de las líneas de producción.
La limpieza se lleva a cabo:
- Manualmente.
- Con aparatos de alta presión.
- Con limpiadores de espuma.
A pesar del desarrollo de la técnica de limpieza, sigue siendo necesario realizarla.
Muestreo y control de la limpieza
El objetivo principal de la higiene en la planta es garantizar que el equipo no contamine el producto. En caso de contaminación, el control debe determinar dónde se ha producido la contaminación bacteriológica, la contaminación química o la contaminación por alguna impureza. El método de control de la eficacia de la limpieza y la desinfección, cuando el muestreo se realiza fácilmente, se divide en tres grupos:
- ontrol de todas las superficies que deben limpiarse después del nuevo proceso.
- Control de todas las superficies que deben limpiarse solo antes del inicio del nuevo proceso (tarros, moldes de queso, etc.).
- Control indirecto. Es el control de las soluciones y métodos que utilizamos al limpiar; control de las materias primas, los productos semiacabados y los productos finales.

Figura 24. Análisis de muestras – control de pureza
Los métodos de control y muestreo para determinar la eficacia de la limpieza y la desinfección en las plantas lecheras incluyen:
- Control visual.
- Muestreo de las superficies de los equipos lácteos y del complejo de producción.
- Muestreo del aire.
- Muestreo del agua.
- Muestreo de las materias primas y los productos.
Es importante el control regular del estado de salud y la higiene del personal, la higiene ambiental y el complejo de producción, además de la calidad higiénica de los aditivos. El equipo de muestreo debe estar totalmente adaptado a esa función.
Directrices básicas para el control de la limpieza. Se basan en los resultados de las pruebas microbiológicas. Aunque estas pruebas son las más importantes, también lo son las inspecciones visuales, los olores (químicos) y los análisis físicos, así como el tratamiento adecuado de los datos y su interpretación. El muestreo para las pruebas microbiológicas debe ser realizado por personal capacitado. La frecuencia de los muestreos depende del tipo de producción, de la calidad del equipo, de la estabilidad del proceso de producción y, por último, de la política de calidad de la empresa. La toma de muestras debe ir acompañada de registros precisos de todas las circunstancias relevantes del muestreo. Las superficies de contacto son todas las que entran en contacto con la leche. Debe prestarse especial atención a los lugares difíciles de limpiar: abolladuras, juntas, válvulas, sondas, etc. Los controles deben realizarse después de la limpieza y desinfección del equipo lácteo, es decir, de la línea de proceso antes del inicio de la producción, para comprobar que no ha habido una nueva contaminación. Los métodos directos de control de la contaminación microbiana son el hisopado y el enjuague. También existe un método de contacto por el que se presiona una base nutritiva sólida contra la superficie examinada. Un nuevo enfoque de estos problemas es la detección de ATP y AMP, como indicadores de la presencia de microorganismos.
Muestreo del aire. La microflora del aire desempeña un cierto papel en la contaminación del producto cuando la producción, por diversas razones, no puede tener lugar en un sistema cerrado. En este caso, el aire debe estar libre de microorganismos y mantener todo el espacio de trabajo bajo una presión elevada de aire prácticamente estéril. En un espacio así, debe controlarse el número de microbios vivos en el aire.
Control de las soluciones de limpieza. Antes de su uso, todas las soluciones de limpieza deben ser controladas en cuanto a la concentración de detergente, es decir, de sustancia activa.
Control de las materias primas y del producto final. Esto da un reflejo del estado higiénico del proceso de producción en la planta. El proceso puede dividirse en segmentos y así localizar la fuente de contaminación. Los productores guardan la leche cruda en recipientes adecuados y rápidamente refrigerados o en un recipiente aislado más grande. La cisterna móvil que recoge la leche en el campo tiene una manguera flexible y una bomba de autoaspiración para recoger la leche de los ganaderos que se transporta a la rampa de recepción en la central lechera. Los puntos críticos para la posible contaminación de la leche son:
- La superficie interior del enfriador rápido, es decir, los contenedores.
- Las válvulas y los acoplamientos.
- Las bombas de leche.
- La manguera flexible.
Tras llegar a la central lechera, la leche cruda se bombea a un contenedor (tanque) a través de filtros, medidores de volumen de leche y enfriadores de placas para su almacenamiento refrigerado. Los puntos críticos para una posible contaminación son:
- Filtro de leche.
- Medidor de cantidad.
- Refrigerador de placas.
- Contenedor de leche cruda.
La leche cruda del contenedor de leche pasa al departamento de pasteurización. Este es el inicio del procesamiento de la leche.